Processos d'emmotlament i fosa¶
Fonaments de la conformació per emmotlament¶
graph LR
A[Material] --> B{Sòlid};
A --> C{Líquid};
B --> D[Preparació];
D -->E{Fondre};
D -->F{Diluir};
E -->G[Introducció en cavitat];
F -->G;
C -->G;
G --> H[Solidificació];Per tant, al procés d'emmotlament, el material serà clau per entendre quin és el procés que cal seguir:
stateDiagram-v2
state material
material --> restringeix
restringeix --> S1
restringeix --> S2
restringeix --> S3
restringeix --> S4
S1: Tipus de motle
S2: Tipus de geometria
S3: Tasques per realitzar
S4: Temps cicle de produccióCaracterístiques¶
- Permet assolir una gran complexitat geomètrica
- Alguns processos d'emmotlament permeten assolir peces ja finalitzades, sense haver-hi de processar-les posteriorment
- Abarca qualsevol mida de peça
- Alguns dels processos d'emmotlament poden estar adaptats per la producció en sèrie
- Es requereixen grans mesures de seguretat, ja que es tracta d'un procés amb alts riscos
- Gran part dels processos d'emmotlament tenen una baixa precisió i un deficient acabat superficial, tot i que existeixen els anomenats processos de precisió, els quals milloren aquests aspectes.
Disseny de sistemes¶
La part essencial del procés d'emmotlament és el motle. Aquest disposa de les següents característiques:
- Materialitat: El motle pot estar fet de diversitat de materials.
- Geometria: Reprodueix la geometria exterior (i en alguns casos també interior) de la peça.
- Extracció: Permeten extraure la peça sense deteriorar-la
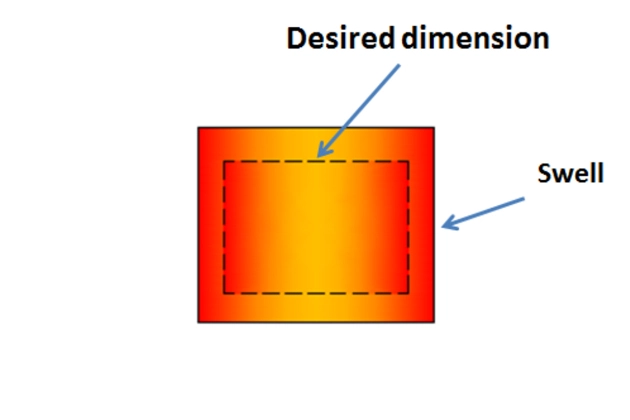
Sobredimensionament
El motle està sobredimensionat, ja que alguns materials (sobretot els metàl·lics) es contrauen.
Materials¶
El guix. Varietats. L'escaiola. Característiques i propietats. Aplicació i usos en models, maquetes i prototips.¶
El guix és sulfat de calci hidratat, el qual es calcina a certa temperatura perquè perda part de la seua aigua.

El guix, cal endurir-lo, per això, cal seguir dos fases. En primer lloc, es barreja el guix amb aigua per obtindre una pasta. A continuació, depenent de la quantitat d'aigua utilitzada, el guix s'assecarà i passarà a comportar-se com rigidament.
El guix és un material aplicable a gran part dels processos d'emmotlament que es veuran a continuació. Exceptuant els processos propis de metalls i aliatges o els d'injecció de polimers.
Ací disposeu d'un munt de exemples d'emmotlament amb guix: https://recurs.uoc.edu/art-toolkit/tecniques-buidar/
Als motles de guix és possible colar metalls, cal tindre en compte, però que els metalls han de presentar-hi un baix punt de fusió per poder ser colats, per les porositats del guix i l'humitat present.
Metalls i aliatges¶
L'emmotlament permet l'ús de qualsevol metall o aliatge, sempre que aquest puga fondre's sense problema. Els metalls s'emmotlaran principalment mitjançant els processos de: inversió, injecció, buit i centrifugació.
Polímers¶
Els polímers, que representen cadenes de monómers són utilitzats habitualment en processos d'emmotlament. és important fer una distinció principal entre els tipus de polímers. Hi ha dos tipus principals els quals són els termoplàstics i els termoestables. Els termoplàstics són materials més ductils els quals mitjançant l'aplicació de calor fonen. Per altra banda, els termoestables són més durs i una vegada conformats ja no fonen, sinó que es cremen. Per la fabricació amb polímers s'aplica principalment el procés d'injecció i extrussió. En ambdos processos, la cambra i el tipus d'injector canvien ja que cal fondre'ls en diferents moments del procés.
Compòsits¶
Classificació segons tipus d'emmotlament¶
graph TB
A["Processos de motle d'un sol ús"]
A --> B["Motlles d'arena, guix o<br>materials similars"]
B --> C["Es fabrica cada vegada"]
C --> D["Es destrueix en l'extracció<br>de la peça"]
E["Processos de motle permanent"]
E --> F["Motles de metall o ceràmica"]
F --> G["Es reutilitzen"]
G --> H["Fabricació en sèrie (lots)"]
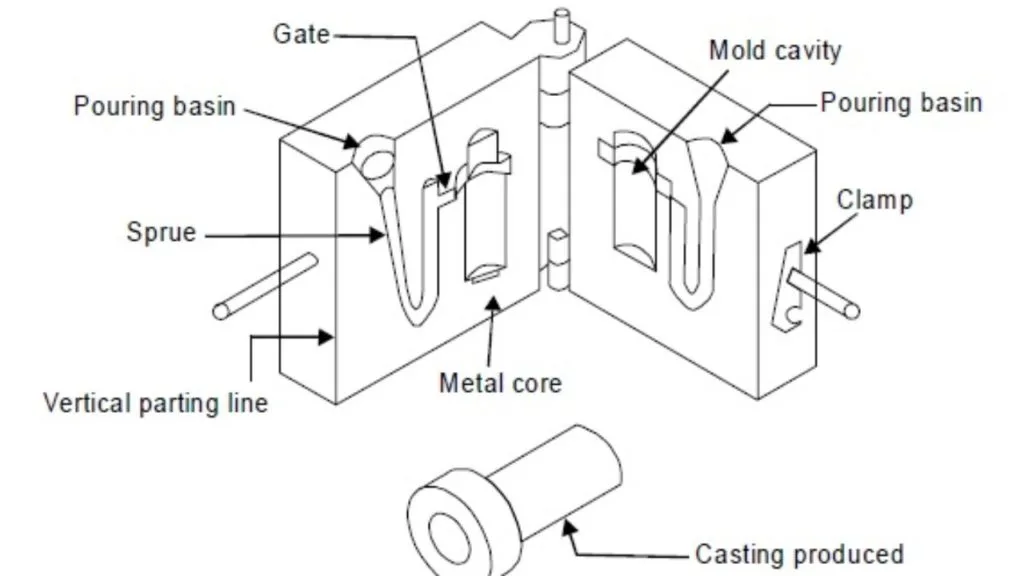
H --> I["Dues parts separables entre si"]Independentment del tipus de motle, sempre es trobaran els següents elements comuns:
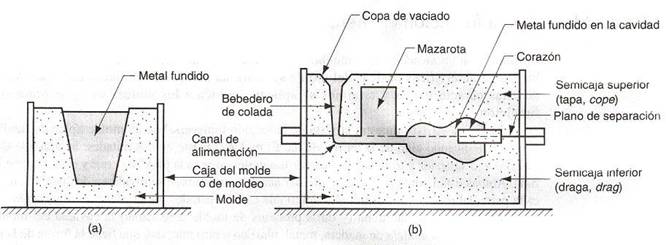
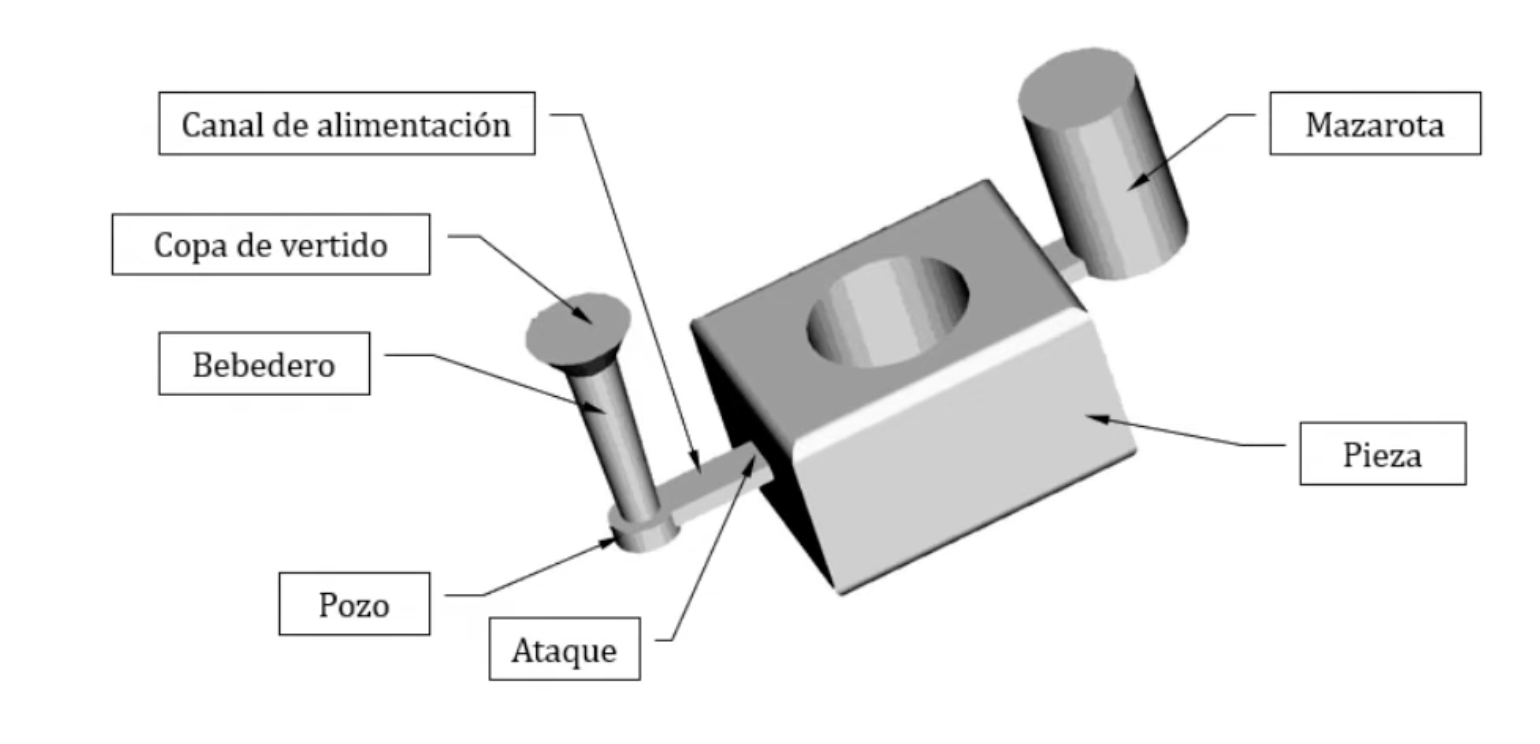
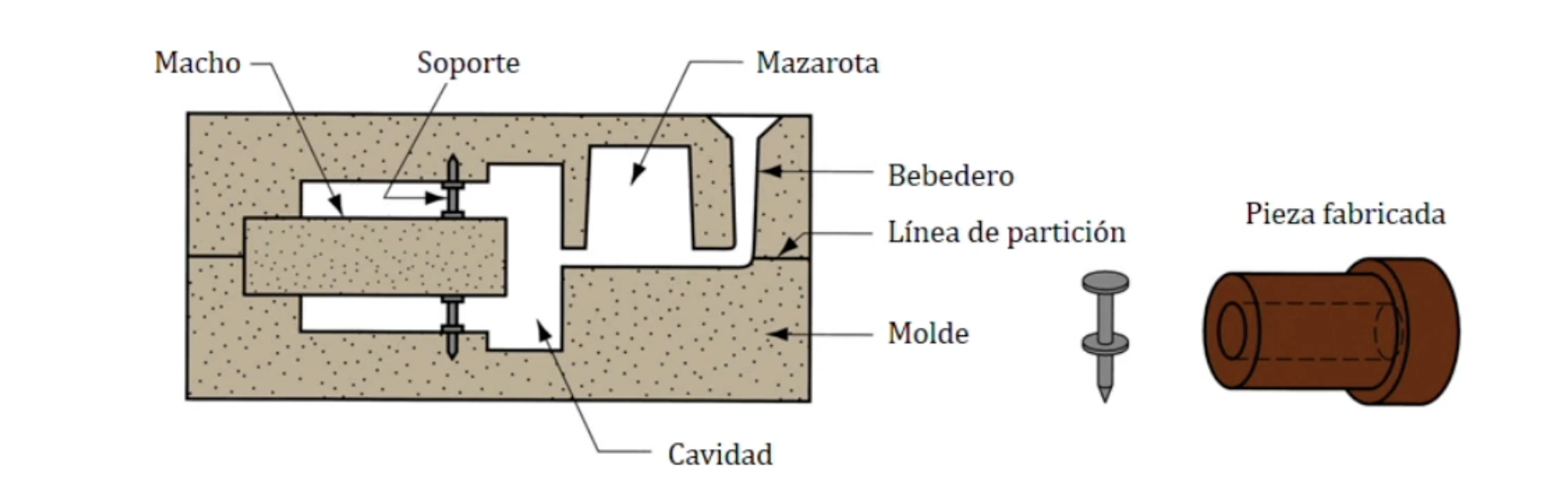
1. Copa d'abocament: On s'introdueix el material en estat líquid a l'interior del motle
2. Abeurador: On es distribueix a la zona dels canals
3. Pou: Per filtrar escòries i impureses
4. Canal d'alimentació: Regularització del flux
5. Atac: On es connectarà el flux amb la peça
6. Peça: Peça que s'emmoltlarà
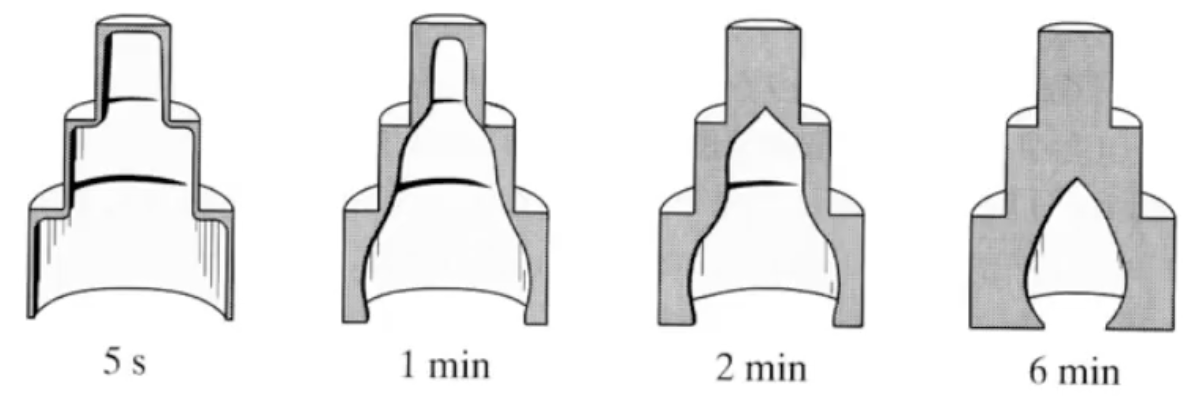
7. Massalota: Dipòsits de material que es col·loquen en els llocs del motlle que són crítics, és a dir, que tendeixen a generar xuclets i aporten material per evitar-los
Aleshores, què s'ha de tindre en compte a l'hora de dissenyar un motle?
graph TB
A["Objectius"]
A --> B["Plenar completament la cavitat"]
B --> C["Evitar la solidificació a la fase de colada"]
C --> D["Evitar defectes a la peça"]
E["Condicionat per"]
E --> F["Temperatura de sobrecalfament"]
F --> G["Temps d'emplenat i velocitat de colada"]
G --> H["Turbulència del flux"]Tècniques de fosa¶
Emmotlament per inversió de motle¶
Aquest procés consiteix a l'emplenament total del motle, una posterior espera perquè es solidifique l'exterior del material en contacte amb les parets del motle i un buidat posterior del material no solidificat per obtindre una peça buida a l'interior.

Ací un exemple fantàstic d'aquest procés amb resina. Cal tindre en compte, però que pot ser utilitzat també amb metalls.
I ací un altre exemple. En aquesta es "pinta" el motle diverses vegades fins aconseguir l'espesor desitjat en compte de emplenar-lo sencer i buidar-lo.
La inversió permet produir:
- Objectes de gran dimensió
- Objectes amb gran detall geomètric
- Rugositats mitjanes
- Bones toleràncies
Producció en sèrie
Aquest tipus d'emmotlament permet una producció en sèrie limitada. Com que cal esperar un temps de solidificació abans d'extraure les peces, no es podrà realitzar una producció ràpida.
Emmotlament per injecció¶
En aquest procés s'utilitza la pressió per plenar la cavitat. Pot aplicar-se bé amb polímers o bé amb metalls o aliatges (encara que no tots els tipus poden ser utilitzats)
El procés es fa mitjançant la fusió del material fins aconseguir la viscositat per que fluisca, injecció al motle (mitjançant l'aplicació de pressió) i l'enfredament.
La injecció pot produir-se a cambra calenta o freda.
graph TB
A["Cambra calenta"]
A --> B["Materials de baix punt de fusió"]
B --> C["Pressions baixes"]
C --> D["Forn de fusió al mateix equip d'emmotlament"]
E["Cambra freda"]
E --> F["Materials d'alt i baix punt de fusió"]
F --> G["Pressions elevades"]
G --> H["Forn de fusió separat"]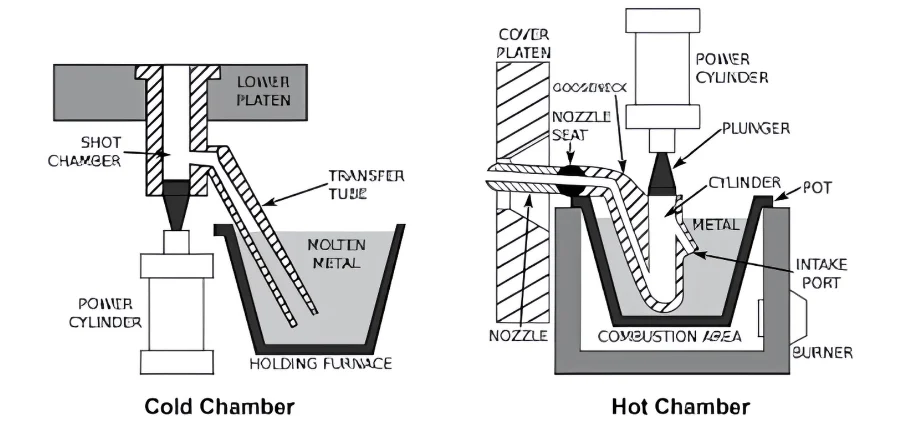
La inversió permet produir:
- Un bon detall geomètric
- Molt bones toleràncies
- Rugositats xicotetes
- Una massa limitada
Emmotlament al buit¶
Aquest sistema consisteix a utilitzar el buit per emplenar la cavitat del motle. De vegades també pot utilitzar-se la pressió per introduir el material fos. Els motles en aquest porcés estan fets principalment de grafit i arena fina i els resultats són peces amb gruixos prims.
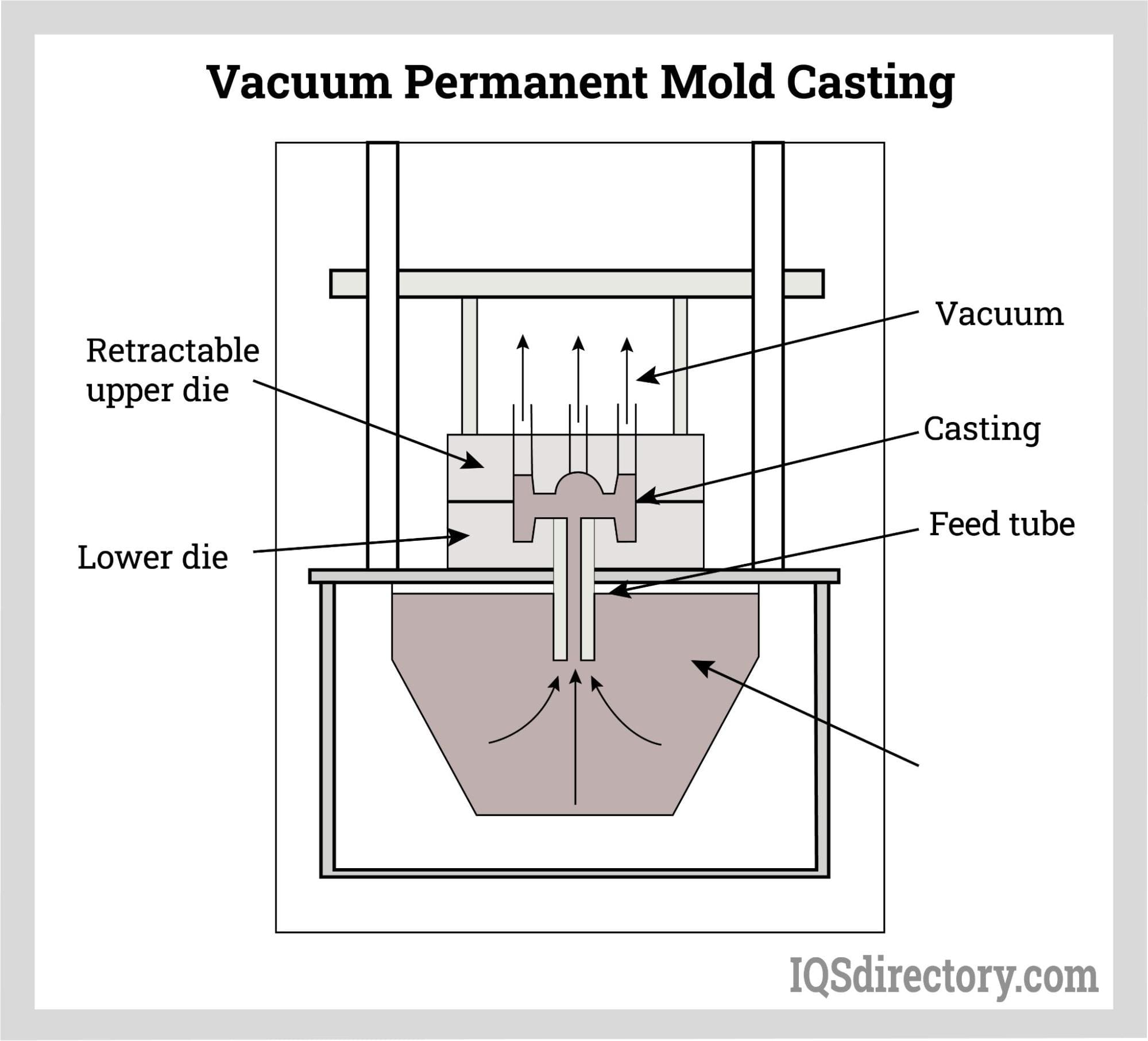
Amb aquest mètode, també s'eviten les reaccions químiques que l'atmòsfera puga tindre amb el metall fos.
El buit permet:
- Un bon detall geomètric
- Molt bones toleràncies
- Rugositats xicotetes
- Una massa limitada
- Producció en sèrie limitada
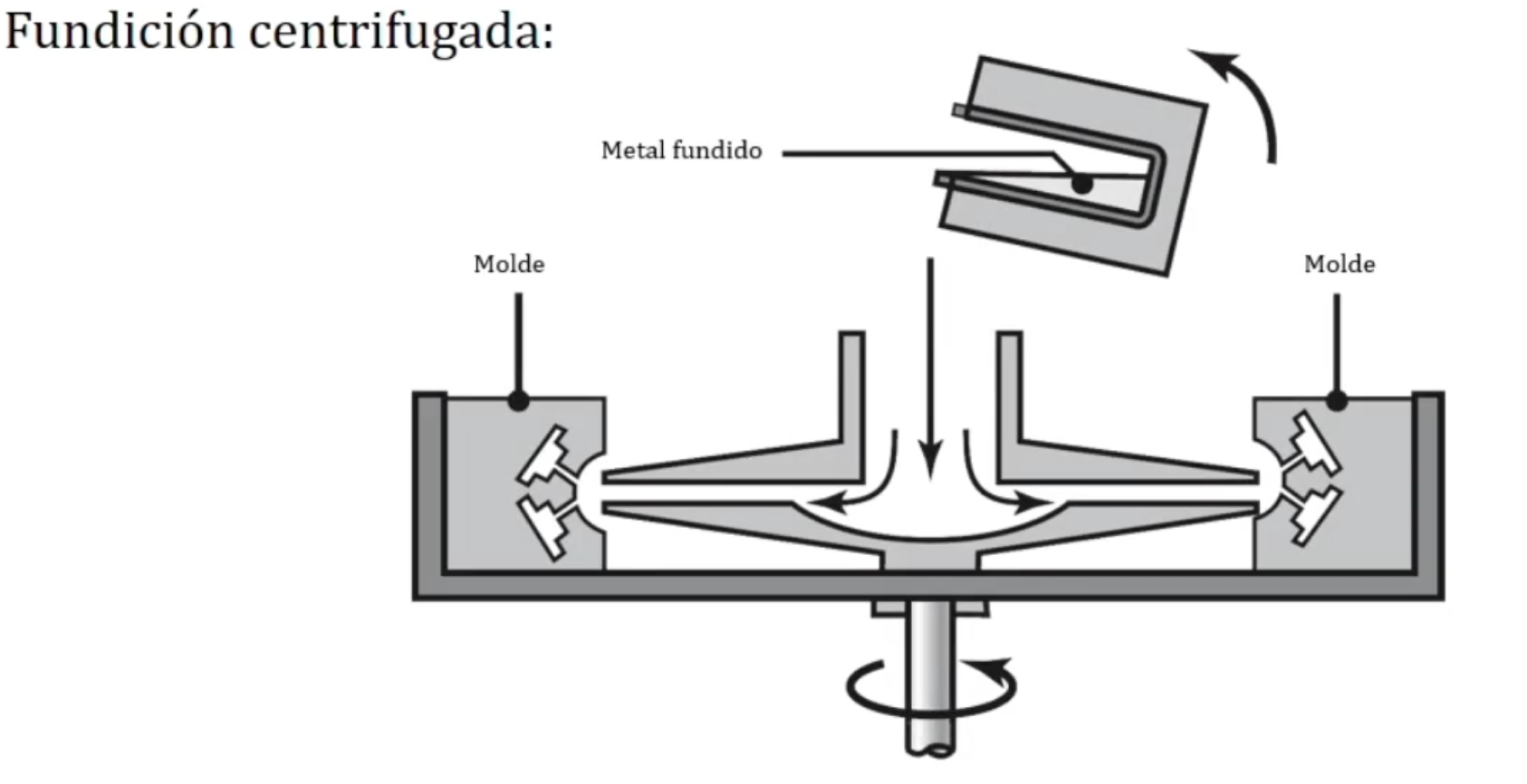
Emmotlament per centrifugació¶
L'emmotlament per centrifugació utilitza la inercia del gir per l'emplenament dels motles. Aquestos generalment són metàl·lics o de grafit. L'emmotlament presenta toleràncies bones, nivell de detall limitat i rugositats altes.
Hi ha diverses classificacions per aquest procés:
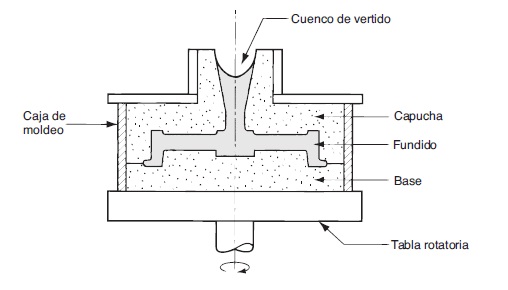
Centrífuga¶
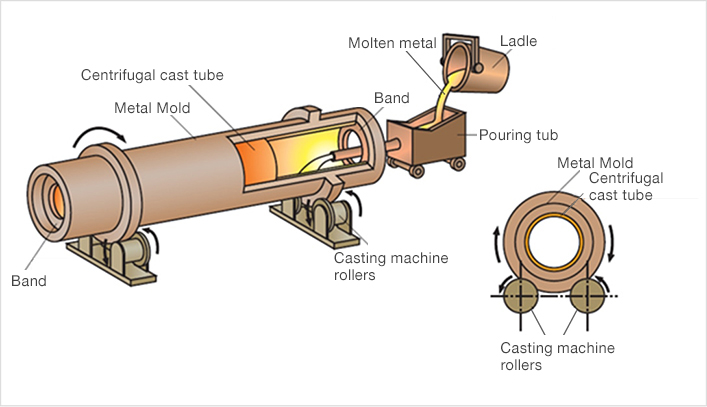
Semicentrifuga¶
Presenta un eix de simetria central per on s'introdueix el metall fos. Tot l'aire i gassos queden atrapats a la zona central.
Centrifugada¶
No genera geometries de revolució. Projecció provoca l'emplenat.
Emmotlament en conquilla¶
La fosa en conquilla és un procés en el qual el metall s'aboca per gravetat en un motle de ferro fos (conquilla). Això permet que un sol motlle es puga reutilitzar moltes vegades. El procés permet obtenir un bon acabat superficial i un control dimensional més precís.
La ràpida solidificació gràcies al motlle metàl·lic dona com a resultat una estructura de gra més fi, per la qual cosa es produeixen peces foses més resistents i de millors propietats mecàniques

Emmotlament en arena¶
L'emmotlament en arena és un procés d'emmotlament mitjançant la creació d'un motle d'un sol ús, el qual es fabrica amb sorra, aglomerant i aigua.


L'emmotlament d'arena es pot classificar en dos tipus:
graph TB
A["Arena en verd"]
A --> B["L'arena és humida"]
B --> C["Materials amb baix punt de fusió"]
C --> D["Peces xicotetes"]
E["Arena seca"]
E --> F["Arena sense humitat (pot haver estat secada superficialment o en estufa)"]
F --> G["Materials amb alt punt de fusió"]
G --> H["Peces grans"]Aquest procés és un dels més versàtils, puix que pot ser utilitzar amb qualsevol tipus d'aliatge. Tot i així, el detall geomètric, les toleràncies i rugositats de les peces acabades, no és tan bo com en altres processos. A banda, el fet que es tracte d'un procés detructiu, provoca que la producció en sèrie no és viable.
graph TB
A["Fabricació<br>del model"] --> C["Fabricació del motle"]
B["Preparació<br>de l'arena"] --> C
D["Fabricació<br>dels mascles"] --> E["Muntatge del motle"]
C --> E
E --> F["Colada"]
G["Fusió del<br>metall/aliatge"] --> F
F --> H["Solidificació i<br>refredament"]
H --> I["Desmotlament"]
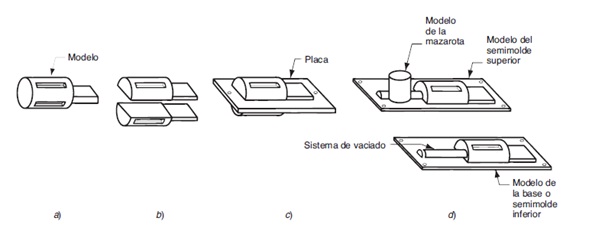
I --> J["Neteja, desbarbament<br>i inspecció"]Per la realització dels motles es compacta la sorra arreu dels models de les peces.
Important!!
Als models, cal incloure els elements necessaris explicats als criteris de creació de motles (massalotes, atacs, pous, abeuradors...) abans de realitzar la compactació de la sorra.
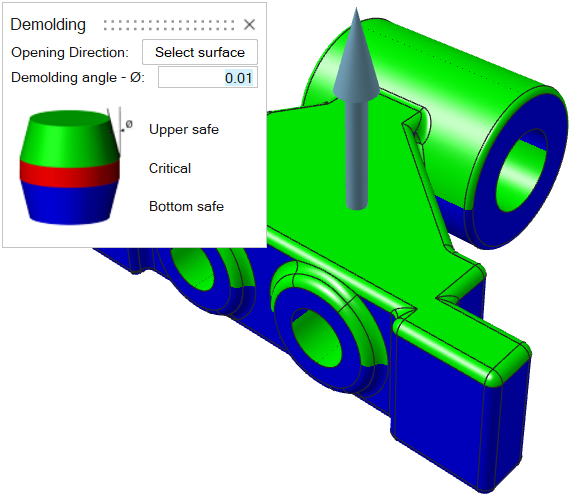
A l'emmotlament, doncs, el model és la part més important. Aquest ha de reproduir la peça desitjada i ha d'estar fet d'un material resistent (com fusta o plàstics) amb l'objectiu de poder reutilitzar-lo. Per realitzar un bon model cal aplicar un sobredimensionat respecte de la peça que es vol assolir, un àngle de desemmotlament per poder extraure el model una vegada compactada la sorra i cal incloure tots els elements característics del motle, a fi d'aconseguir una bona colada i solidificació.
L'altre aspecte important són els mascles. En peces on l'interior és buit, els mascles, fets d'arena, es col·loquen a l'interior del motle abans de fer la colada. Aquests són d'un sol ús, ja que queden atrapats dins la peça produïda, són de sorra i aglomerants i es conformen mitjançant l'ús d'una caixa de mascles.
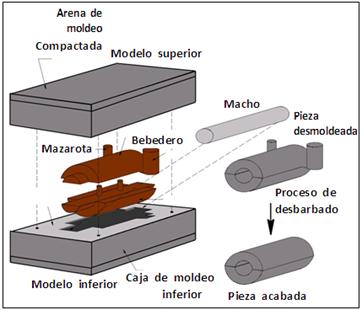

Els mascles han de poder suportar pressions elevades, ser fàcilement disgregables i poder suportar tots els gasos del procés, per aquesta raó deu ser prou porós.
Tipus de sorres utilitzades en emmotlament¶
No totes les sorres són iguals. La tria del tipus de sorra condiciona la qualitat de la peça, la precisió dimensional, el cost i la compatibilitat amb els materials a fondre.
Sorra verda (sorra d'argila humida)
És la més econòmica i la més utilitzada. Està formada per sorra de sílice (85-95%), argila bentonita (5-10%) i aigua (2-5%). El seu principal avantatge és que és altament reutilitzable i de preparació ràpida. Com a contrapartida, és sensible a la humitat, té una menor precisió dimensional i un acabat superficial més rugós. S'usa en peces generals de metalls fèrrics i no fèrrics (blocs de motor, peces de fontaneria, etc.).
Sorra de resina (no-bake, furànica o fenòlica)
La sorra de qualitat es barreja amb resina sintètica i catalitzador. Ofereix una resistència elevada, una precisió dimensional superior i un acabat molt millor que la sorra verda, la qual cosa redueix el mecanitzat posterior. El seu inconvenient és el cost més elevat, el temps de curat controlat i la generació de fums. Ideal per a components d'alta precisió, peces d'automoció i prototips complexos.
Sorra de vidre soluble (silicat sòdic)
Barreja de sorra de sílice amb silicat sòdic, endurida amb CO₂. Produeix motles rígids i ofereix una precisió millor que la sorra verda a un cost moderat. El desavantatge és la dificultat de netejar-la dels motles, la seva baixa col·lapsabilitat i la tendència a absorbir humitat. Adequada per a nuclis complexos i peces petites o mitjanes de metalls no fèrrics.
Sorra seca i sorra de mascles
La sorra seca és sorra verda cuita al forn per eliminar la humitat, la qual cosa augmenta la resistència i l'estabilitat dimensional. La sorra de mascles és una formulació específica per a cavitats internes, amb alta resistència, porositat i bona col·lapsabilitat un cop extreta la peça.
Materials base de la sorra
Més enllà del tipus de procés, el material mineral de la sorra també varia:
| Material | Propietats | Ús recomanat |
|---|---|---|
| Sílice (SiO₂) | El més comú i econòmic, refractarietat moderada | Ús general |
| Xamota | Molt alta refractarietat, baixa expansió tèrmica | Acer i ferro pesat |
| Oliví | Alta refractarietat, lliure de sílice (més segur) | Acer al manganès |
| Cromita | Refractarietat excepcional, evita l'adhesió | Acer d'alt aliatge |
| Zircó | Màxima refractarietat, acabat superior | Peces de precisió i metalls reactius |
La selecció del tipus de sorra depèn del metall o aliatge que es vol fondre, la mida de la peça, la precisió i l'acabat superficial requerits, la complexitat geomètrica i el volum de producció.
Emmotlament a la cera perduda.¶
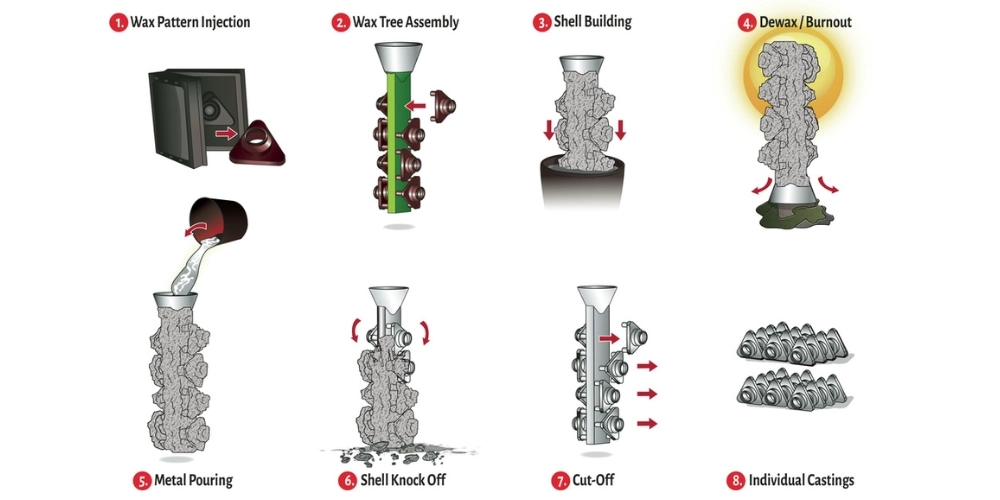
Aquest procés consisteix en l'emmotlament d'un model inicial realitzat amb cera. La reproducció de la peça a "copiar" en cera es combina en un "arbre" de colada. Això es fa, ja que generalment el procés es realitza amb peces xicotetes perquè permet assolir tolerancies i acabats superficials bons.
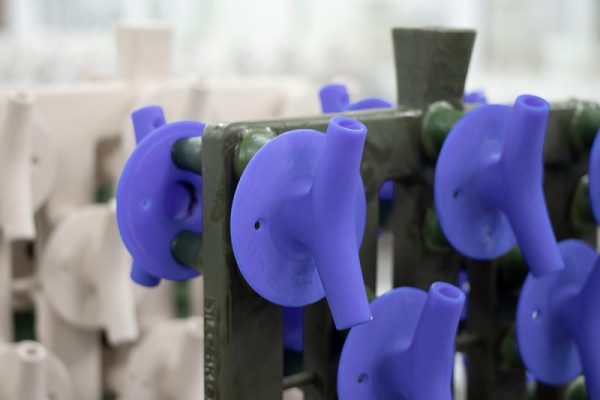
Aquest "arbre", es recobreix amb material refractari, com guix o altre tipus de ceràmic.

Tot seguit, es passa pel forn a fi de fondre la cera de l'arbre i aconseguir només la "corfa" exterior del model.

Finalment, amb la colada solidificada, es trenca la corfa, i es treballa la reproducció el metall de l'arbre.
Sistemes¶
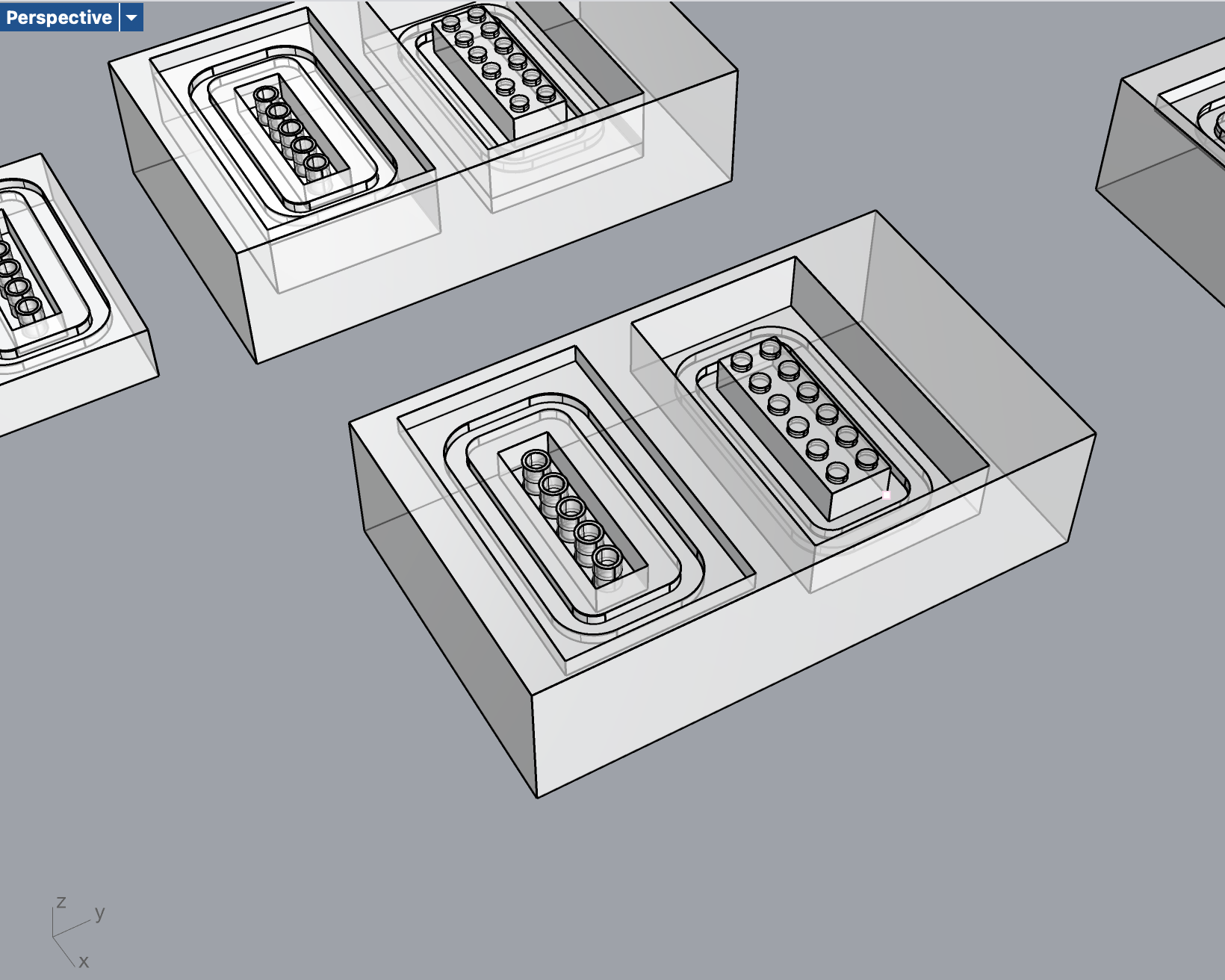
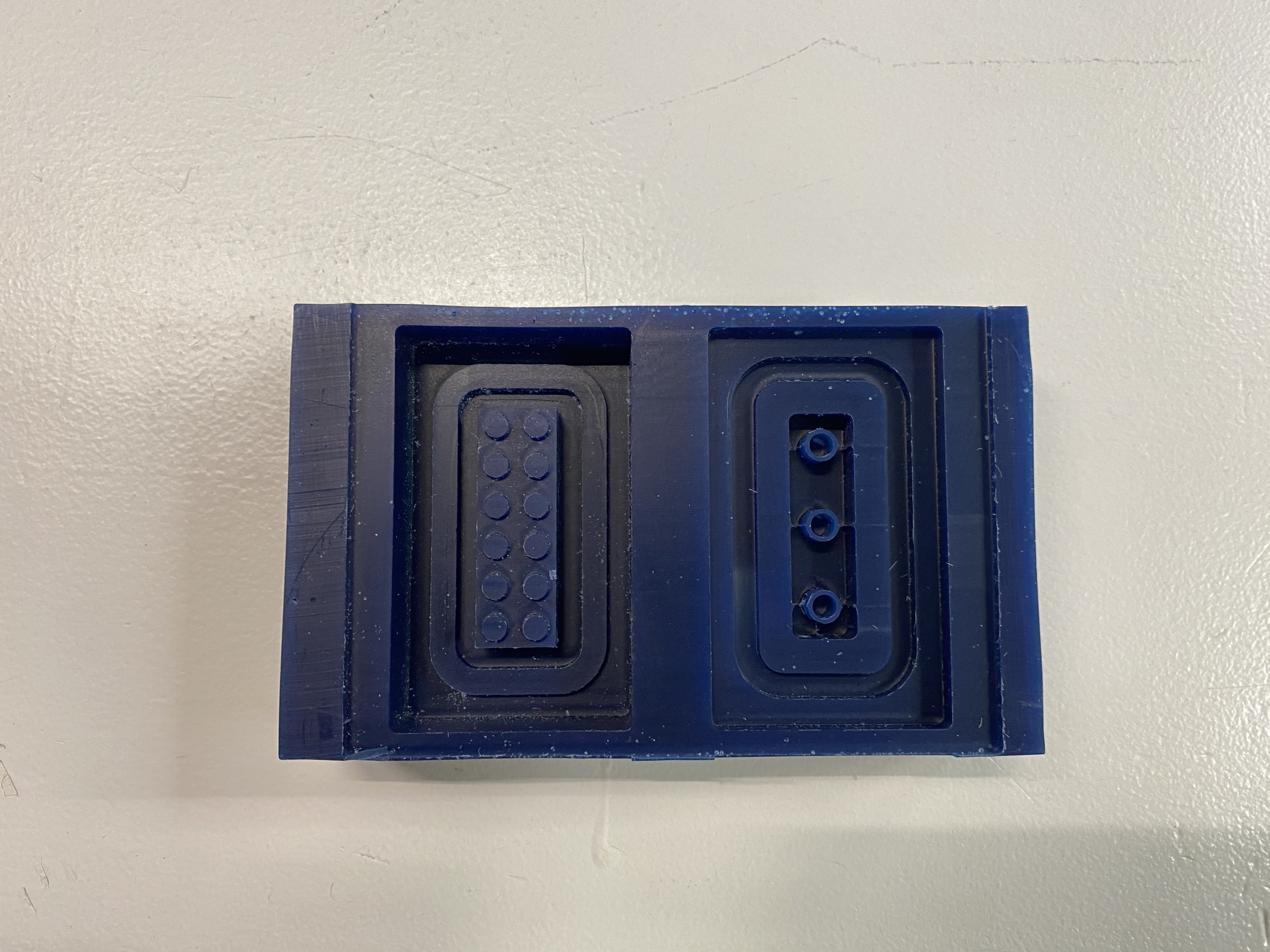
Reproducció mitjançant motles.¶
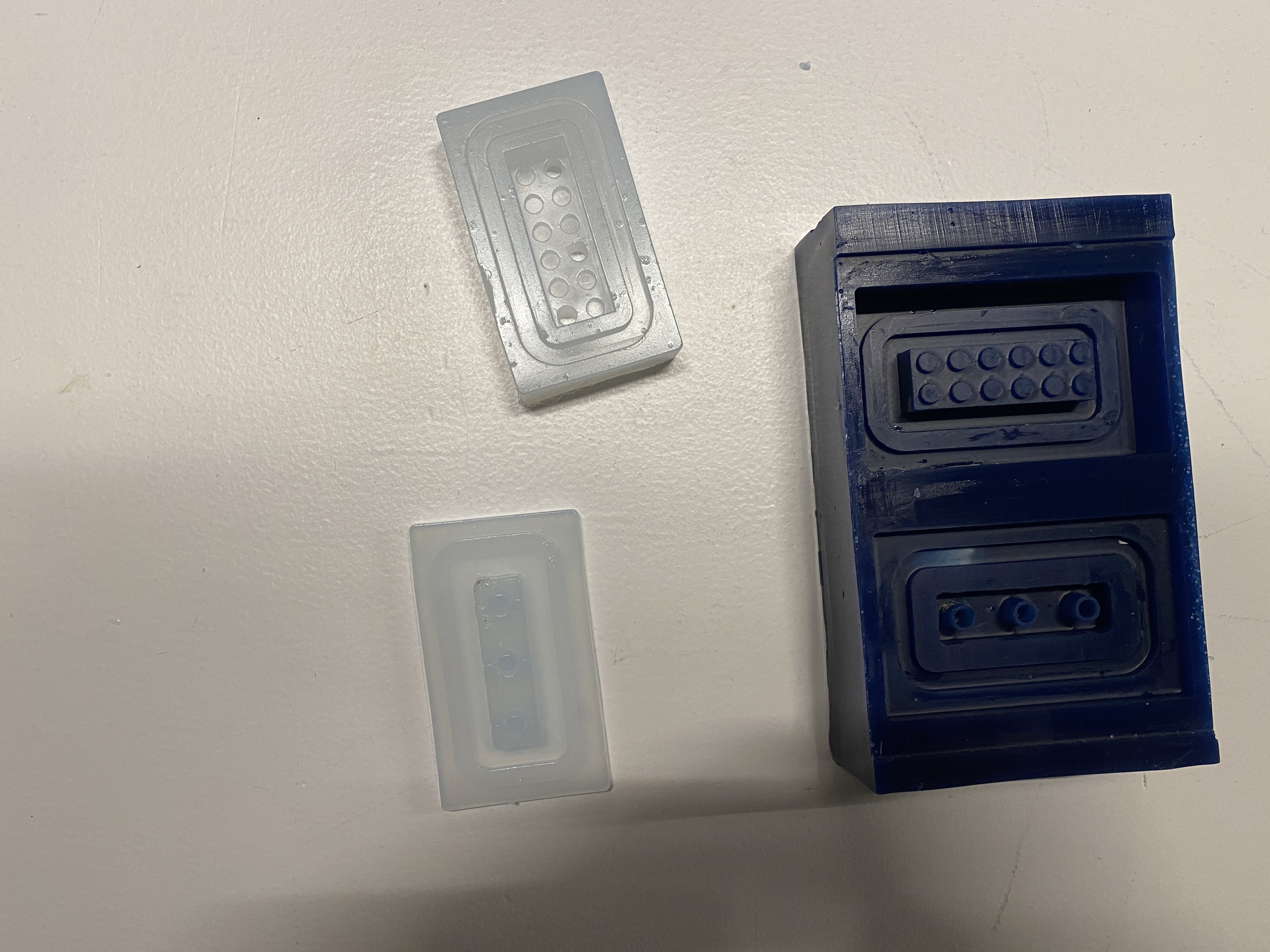
Els motles presenten una oportunitat una gran oportunitat per la reproducció de peces existents, puix que permeten fer sèries xicotetes. Gràcies als diversos tipus de silicona disponibles, la reproducció de peces és prou assolible.


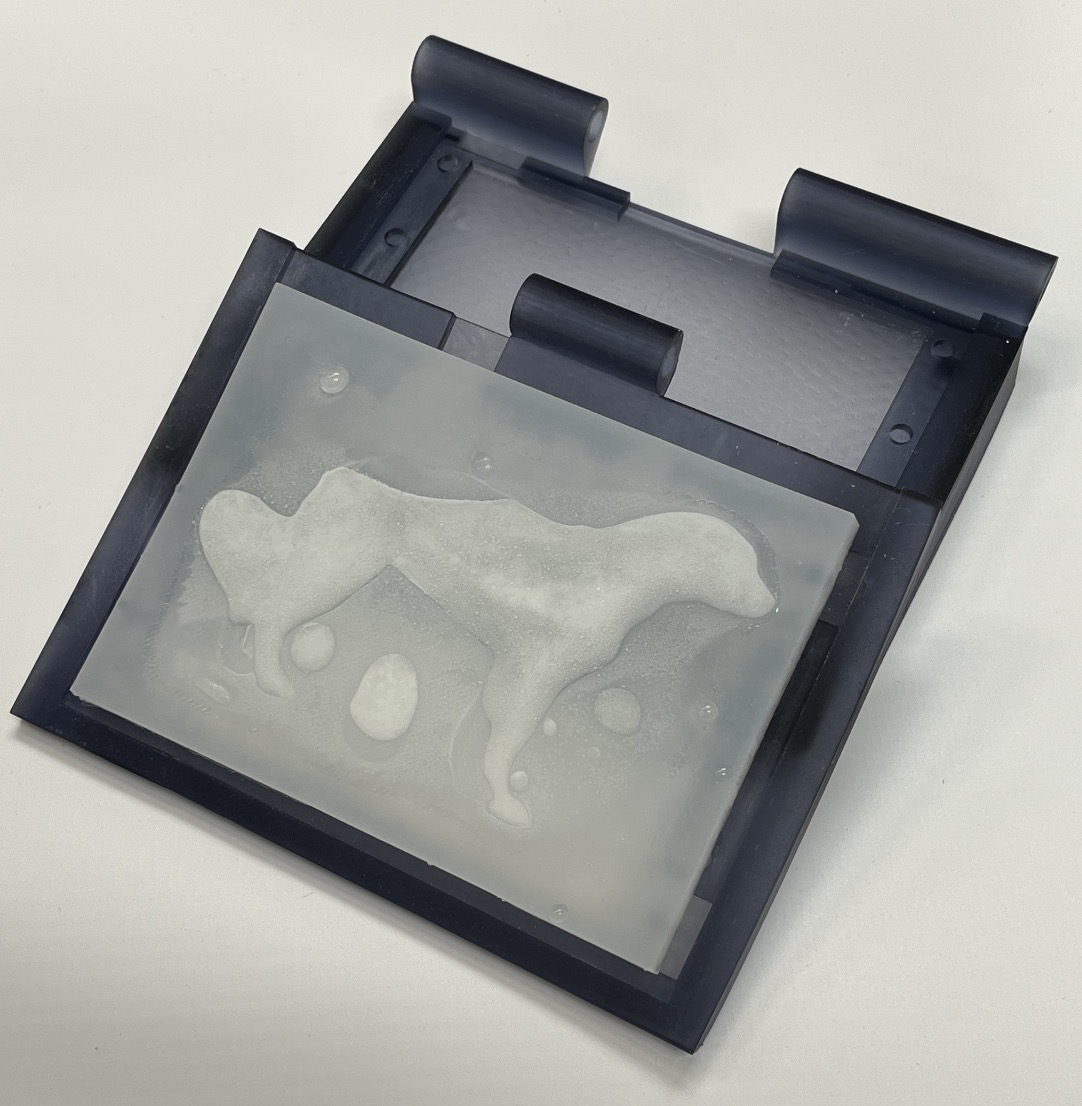
Ací un exemple de l'aplicació de la silicona per reproducció mitjançant colada de bismut.
Sistemes de separació de peces i normes generals per al traçat de juntes.¶
A l'hora de prototipar un motle, cal fer les següents comprovacions:
- Col·locar la línia al contorn màxim de la peça per facilitar l'extracció.
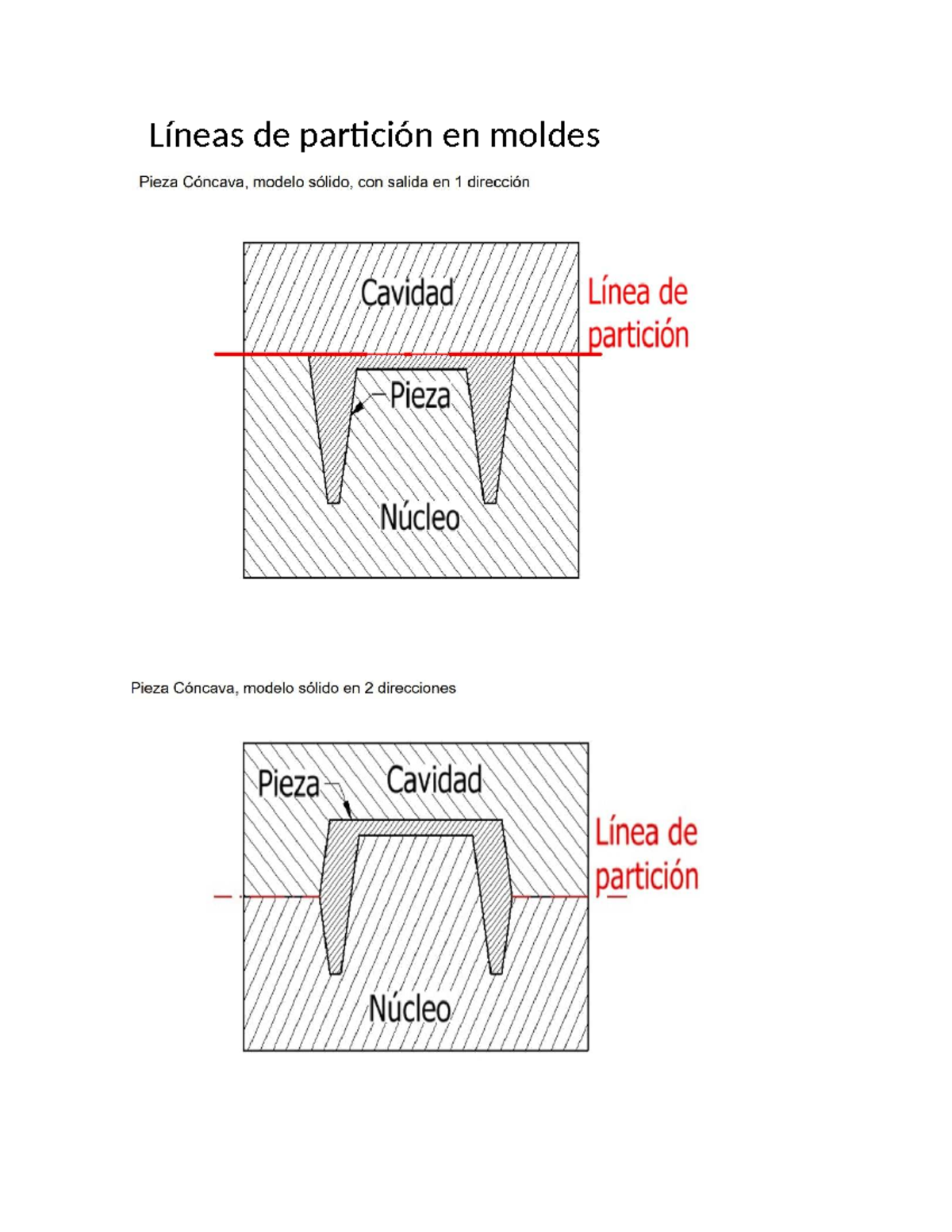
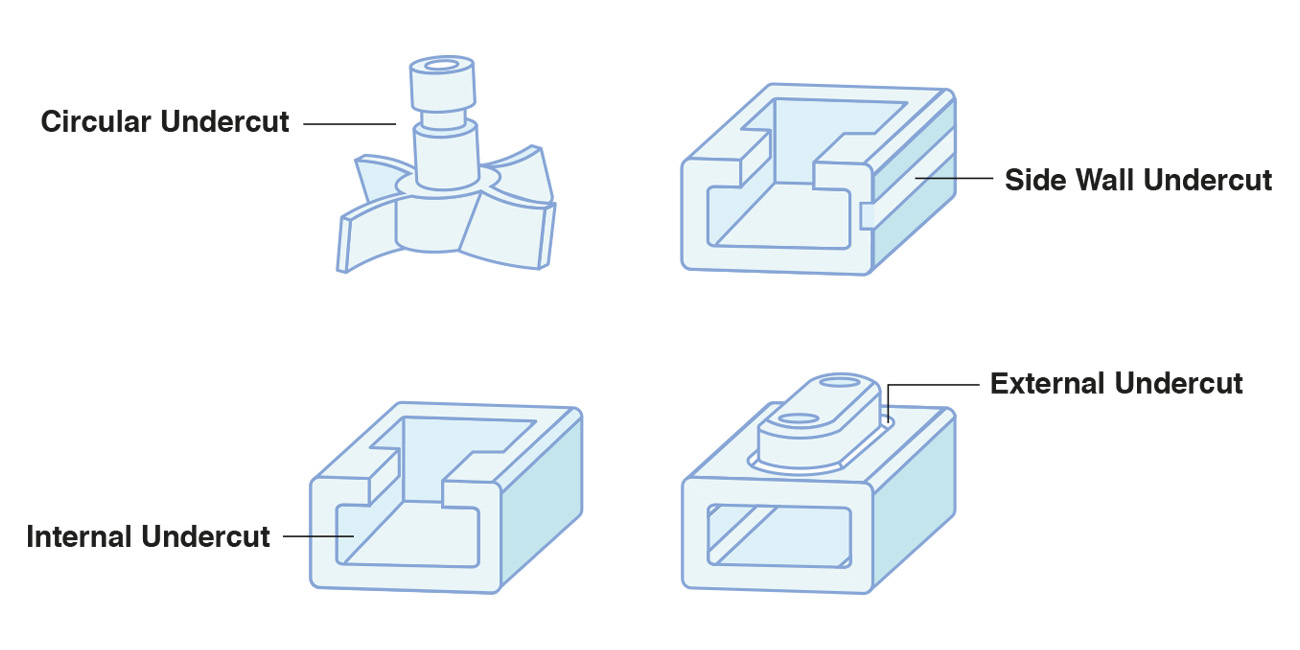
Si escau, el motle caldrà partir-ho - Evitar contra sortides (undercuts) que impedisquen extreure la peça.
- Minimitzar les marques visibles posant la junta en zones poc importants estèticament. Tot i que aquesta línia pot treballar-se a posteriori.
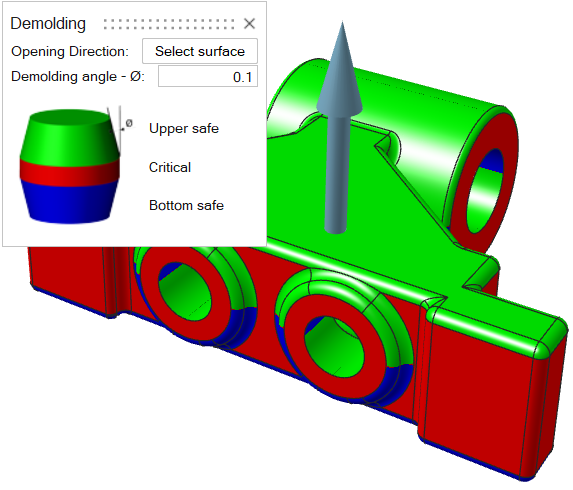
- Garantir angles de desmotllament adequats (entre 1° i 3° en fosa en arena; 0,5°–5° en injecció de polímers).
- Facilitar el segellat de les dues meitats per evitar rebaves.
Als contorns del motle, resulta interessant afegir algun sistema d'unió, amb l'objectiu d'aliniar les peces i també per intentar evitar les rebaves, uns dels problemes més habituals a l'hora de fer motles.

Habitualment es realitzen bé connexions per punts o bé per contorn, l'alineació per contorn és més recomanable per motles "DIY", ja que afavoreix una tanca que bloqueja que el líquid s'escape. Ací uns exemples:
Qualitat en peces foses: classificació de defectes¶
Els defectes de colada s'acostumen a classificar en cinc categories principals: porositat, contracció, defectes produïts pel motlle, defectes per un vessament incorrecte del metall, i defectes metal·lúrgics.
Cal tenir en compte que, des del punt de vista tècnic, un defecte és una anomalia que cal corregir o suprimir si no es vol rebutjar la peça, mentre que una discontinuïtat és una imperfecció en una peça que, tot i no ser perfecta, pot fer la funció prevista i entra dins de la tolerància.
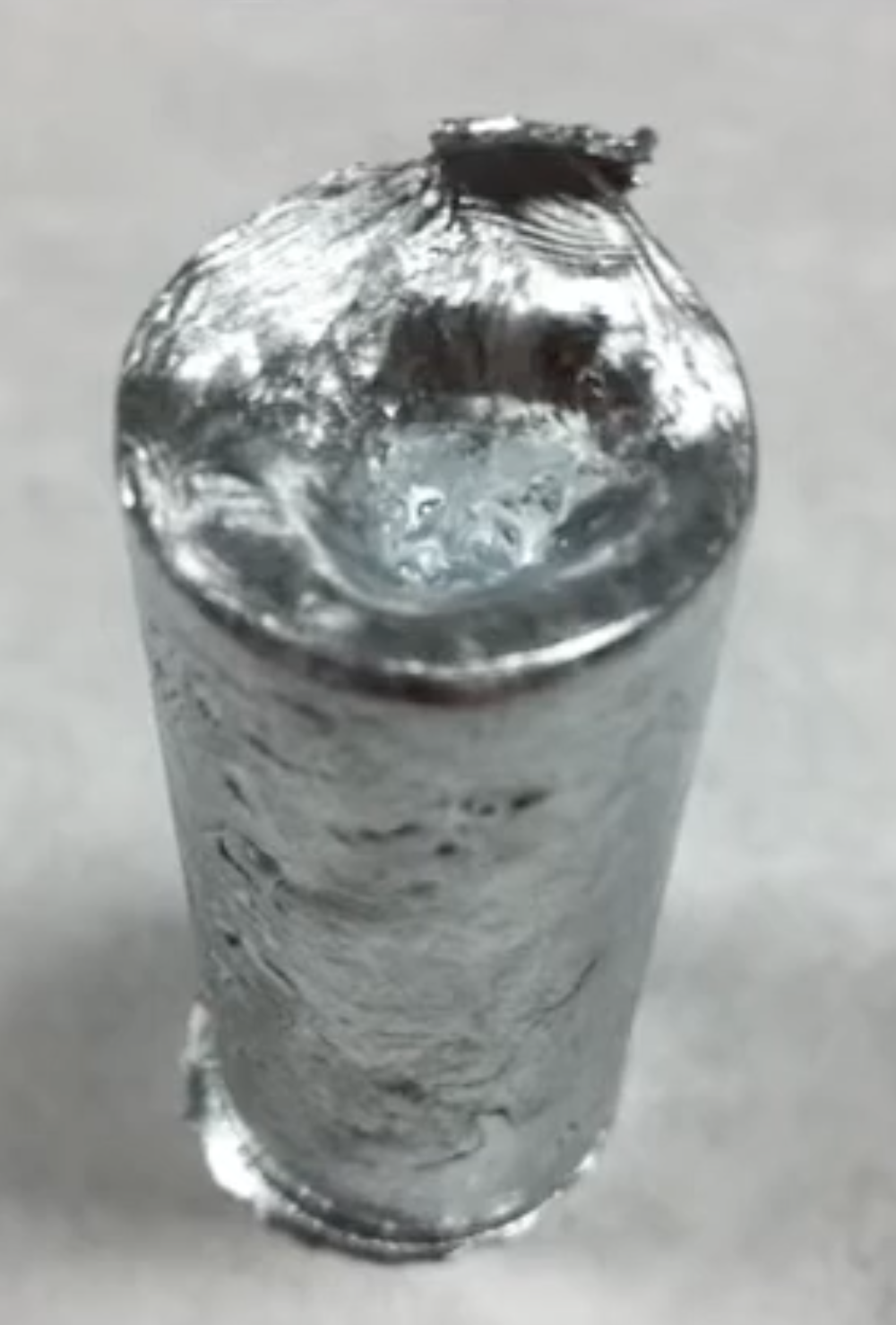
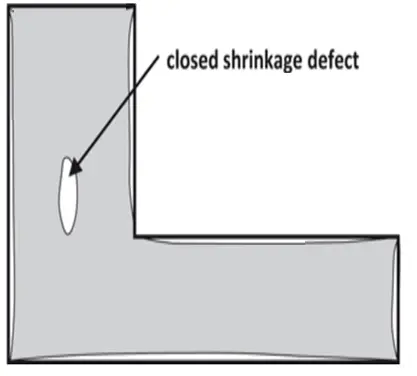
- Defectes per contracció La contracció del metall fos en solidificar-se pot provocar defectes si hi ha manca de metall per compensar-la. Hi ha dos tipus: defectes per contracció oberta (la cavitat està en contacte amb l'atmosfera) i defectes per contracció confinada, anomenats porositats per contracció. Aquests darrers es formen en zones de metall fos envoltades de metall solidificat; quan es refreden queda un buit interior.
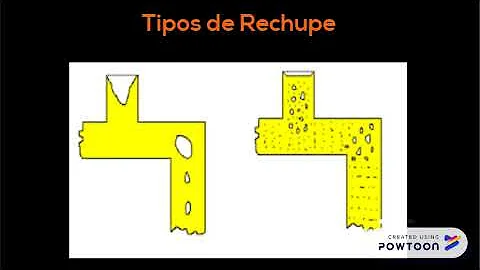
Aquests defectes de contracció es poden corregir canviant el disseny de la fosa, aprimant les parets, ampliant el temps d'enfredament, o modificant el lloc d'entrada del metall mitjançant l'adicció d'atacs i massalotes.
- Xoc tèrmic Ocorre quan es realitza un enfredament massa ràpid d'una peça. Poc provocar l'aparició d'esquerdes i/o un trencament de la peça

- Defectes per porositat del gas Quan el metall se solidifica, els gasos dissolts han de sortir de la solució i formen bombolles (porus) en la peça. Els gasos més propensos a causar porus són el nitrogen, l'oxigen i l'hidrogen. Els porus poden ser macroscòpics (visibles a simple vista) o microscòpics.

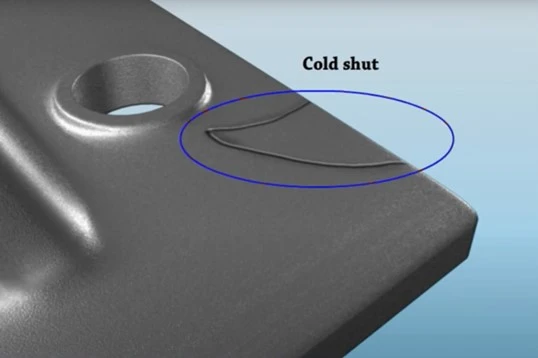
- Defectes de vessament Aquests defectes es classifiquen en: motlle no emplenat del tot, parts internes separades (per manca de soldadura a l'hora de vessar) i inclusions. Les dos primeres imperfeccions acostumen a ser el resultat de falta de fluïdesa del metall fos o seccions de pas massa estretes. Les inclusions solen ser d'escòria en forma líquida o sòlida: òxids, nitrurs, carburs o sulfurs.

- Defectes metal·lúrgics Hi ha dos defectes classificats com a metal·lúrgics: la formació d'esquerdes en calent (resultat de les tensions residuals a alta temperatura) i la formació de zones amb duresa excessiva (quan una part de la peça es refreda massa ràpidament i forma martensita). Si la peça s'ha de mecanitzar posteriorment, la diferència de duresa pot ser un problema.

Bibliografia¶
- Alianza Metalúrgica. (s.f.). Fundición en coquilla. https://www.alianzametalurgica.com/fundicion-en-coquilla/
- Boronat Vitoria, T., Ivorra Martínez, J., Quiles Carrillo, L. J., & Torres Giner, S. [Universitat Politècnica de València - UPV]. (2021, 27 de març). Moldeo en arena verde [Vídeo]. YouTube. https://youtu.be/FIgRubIrEnc
- Dawang Metals. (s.f.). Sand casting design considerations. https://dawangmetals.com/es/resources/sand-casting-design-considerations/
- Dawang Metals. (s.f.). Types of sand used in casting. https://dawangmetals.com/es/resources/types-of-sand-used-in-casting/
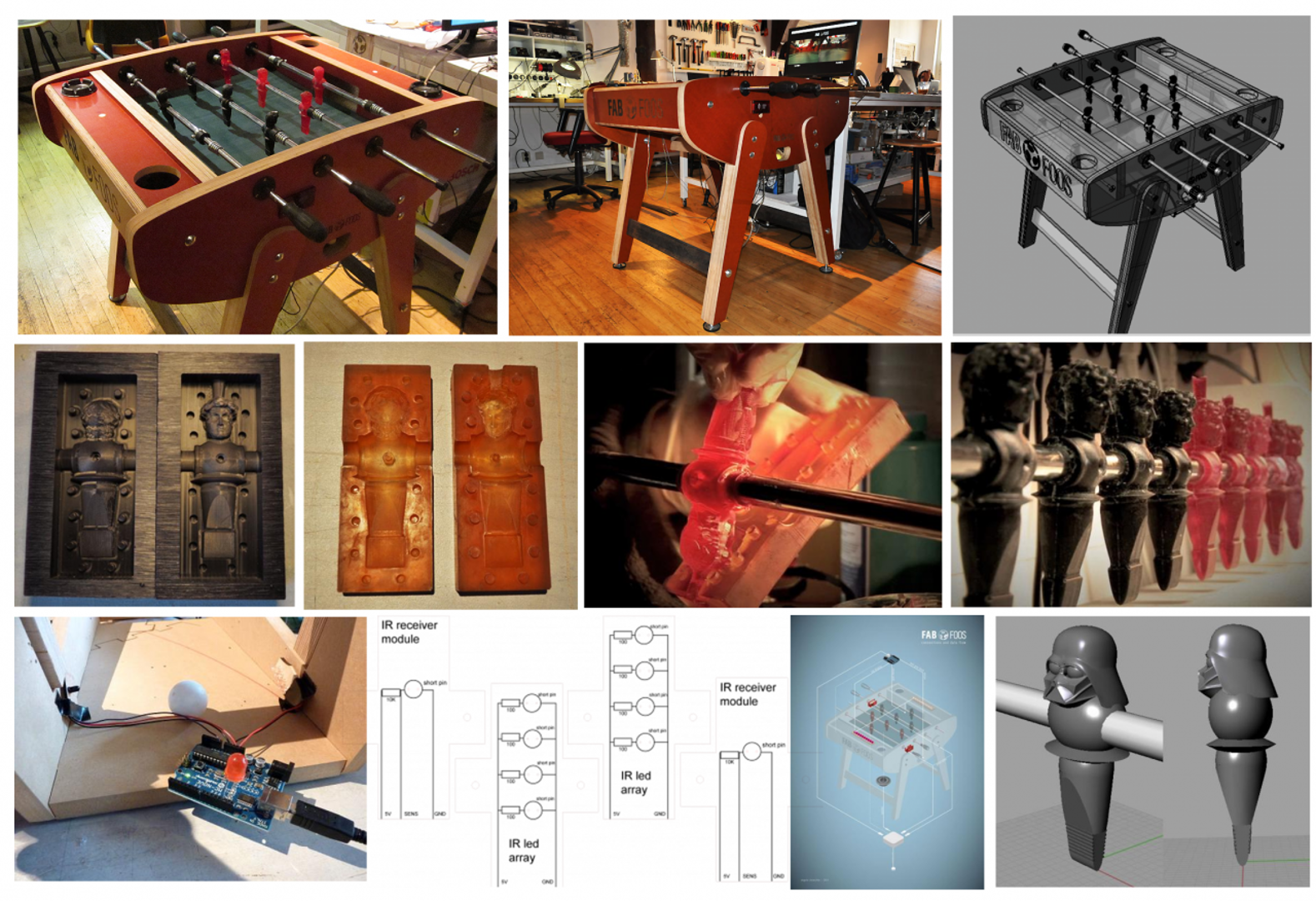
- Fab Academy. (2024). Molding and casting. The Center for Bits and Atoms (CBA), MIT. https://academy.cba.mit.edu/classes/molding_casting/index.html
- FirstMold. (s.f.). What is a parting line? https://firstmold.com/guides/what-is-a-parting-line/
- Instituto Nacional de Tecnología Industrial (INTI). (s.f.). Guía de procesos de fundición. https://www.inti.gob.ar/assets/uploads/files/rafaela/01/Guia-de-procesos-de-fundicion.pdf
- Reig Pérez, M. J. [Universitat Politècnica de València - UPV]. (2018, 22 d'octubre). Fundamentos de los procesos de fundición de metales [Vídeo]. YouTube. https://youtu.be/-EuZoQcHX0A
- Reig Pérez, M. J. [Universitat Politècnica de València - UPV]. (2018, 22 d'octubre). Fundición en arena [Vídeo]. YouTube. https://youtu.be/Dj3IjAELAF0
- Reig Pérez, M. J. [Universitat Politècnica de València - UPV]. (2018, 22 d'octubre). Fundición en molde permanente [Vídeo]. YouTube. https://youtu.be/lrIecu0Dz0o Masferrer, V. [Universitat Oberta de Catalunya - UOC]. (2020) – Art Toolkit: Tècniques de buidat. https://recurs.uoc.edu/art-toolkit/tecniques-buidar/
- Viquipèdia. (s.f.). Motlle. https://ca.wikipedia.org/wiki/Motlle
- ZWSOFT. (s.f.). Mold design. https://www.zwsoft.com/latam/blog/mold-design
- https://hitopindustrial.com/pt/tipos-de-dicas-de-defeitos-de-fundicao-para-prevencao/#